 |
|

群辉机械自动化(扬州)有限公司
联系人:曹经理
联系电话:186 2503 8132
173 4838 8081
地址:江苏省扬州市高邮高新技术开发区送桥工业园
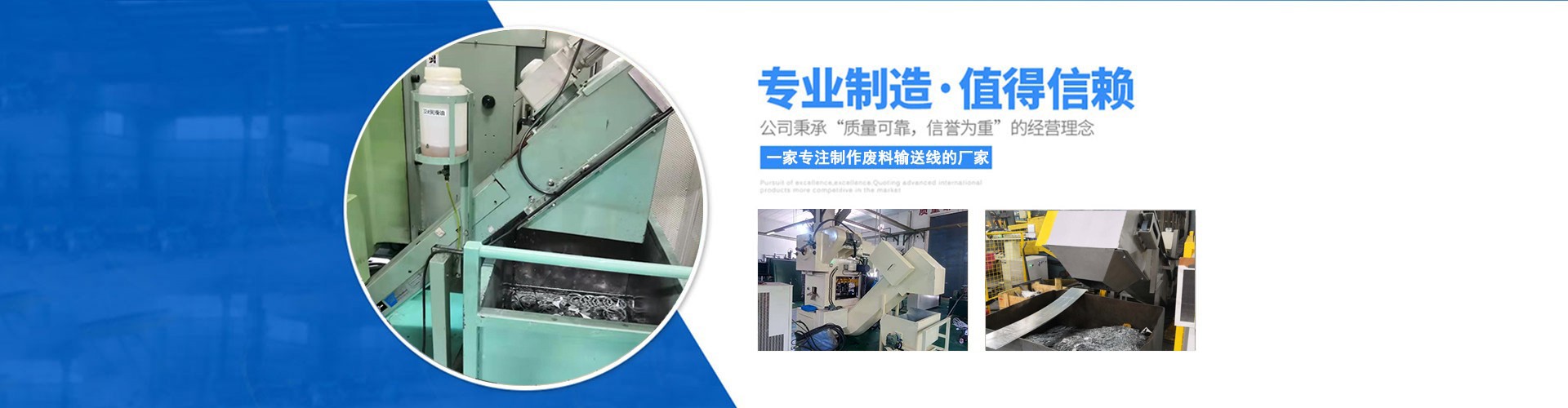
企业为什么要选择连续模废料输送
目前很多冲压生产线的模下废料均由人工清扫,机箱装载。手工生产线需停机清扫。自动生产线虽不停机,但清扫时极不安全。同时手工清扫废料及目前废料收集方式使整个生产现场显得零乱。废料满地散落,场地不清洁,人工清除废料势必停机作业,影响生产效率。
随着产品更新替换速度的加快,产品的规格变化多端,多种少量之生产方式已非常之普遍。各种模具垫脚,垫脚间距几何位置不一,并随快速换模的导入,夹模器的干涉,规格品的输送装置已无法适应。如何从模下自动清除废料,并适应其种种之变化,成为同行业界的一个难点。为满足生产的需求,提高工作效率,一种独特的输送装置可自行清除模下废料。该装置由安装架、工织皮带输送带、废料输送机等部件组成。该输送装置设计的独特之处在于:使用一台马达同时驱动多条输送带,解决了一台马达驱动一条输送带所带来的横向空间不够的问题;输送带横向位置可任意调整,已适应不同的垫脚位置;一种输送带宽度可适应一定范围的垫脚间距,输送带可任意组合,已适应不同宽度;换模时可方便地移动输送带,且各皮带整体及单个皮带伸入模具下的深度可调,适应不同的模具尺寸;换线时,可方便地更换输送带;超薄皮带可越过夹模器或压板的阻挡,更好地利用空间。
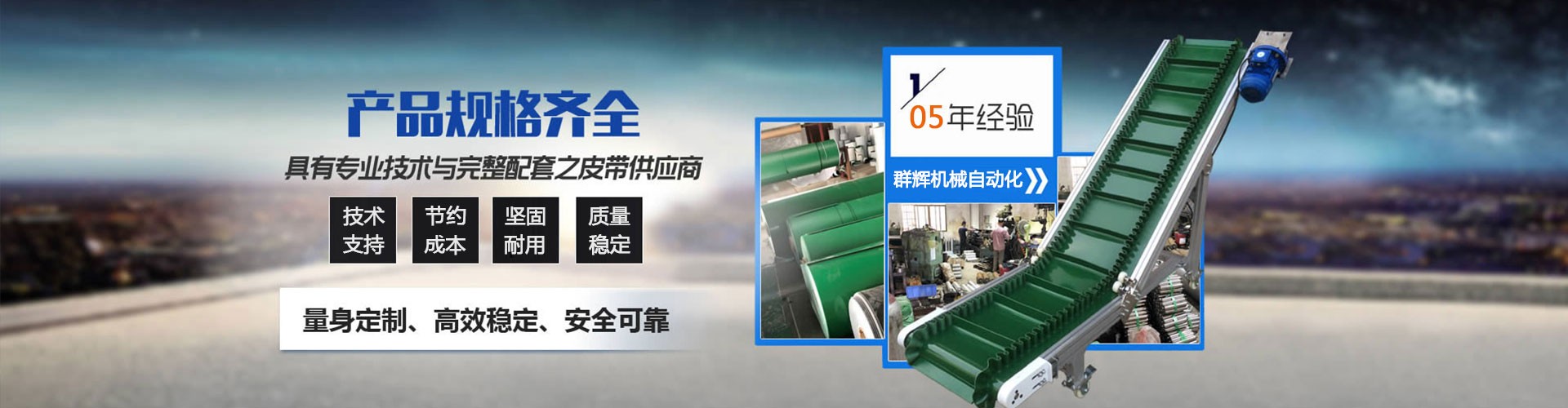
连续模废料输送是一种适应性强,效率高,安全可靠,灵活多变的组合式废料输送设备,配以链板式输送机,对每一条生产线的废料进行集中收集,或配以电磁送料机,废料箱进行单台冲床废料收集,从而可进一步提高冲压生产的自动化程度,实现冲压作业区的无人化,极大地提高生产效率。
这个设计基本能满足上述要求,并从经济性,并从经济性,实用性出发,尽量与一般工厂的实际情况相吻合,故能够达到预期效果。
连续模废料输送是针对冲压行业的,在此之前,冲压出来的废料需要人工去打理,现在只需要使用连续模废料输送,它具有集中自动化控制、无缝接驳、智能化等特点。本系统主要包括:重型滚道输送机、提升机、转弯滚道输送机、精确定位滚道输送机、进出炉机械手、空中冷却输送机等。本套输送系统采用立体布局,占地少,大部分工件在空中可实现智能化输送。
随着现代工业自动化水平的不断提高,在工业生产现场越来越多的应用机器人来替代人类完成一些机械单调和重复性的劳动任务。将工件冲压生产线上原来由人工负责取放物料的生产环节,通过在机床和机器人外围增设一些简单的硬件设备和电路连接,输入设计好的控制程序,由机器人的机械手来自动完成该项任务。实践证明机器人的应用使生产效率、物料放置精度大大提高,有效节约了用工成本,提高了生产效益,安全性上也有很很好的保障,同时也是缓解企业当前用工紧张问题的有效措施在这之前,人们想到的更多是如何让工件冲压智能化,但是随着科技的进步,冲压下来的废料现在也完全可以进行自动化设备处理。

连续模废料输送线安全使用注意事项
连续模废料输送线工作前:
(1)检查各部分的润滑情况,并使各润滑电得到充分的润滑;
(2)检查模具安装是否正确可靠;
(3)检查压缩空气压力是否在规定的范围内;
(4)务必要使飞轮和离合器脱开后,才能开启电机;
(5)电机开动时,应检查飞轮旋转方向是否与回转标志相同;
(6)使压力机进行几次空行程,检查制动器,离合器及操纵部分的工作情况。
连续模废料输送线工作中
(1)应定时用手动润滑油泵向润滑点压送润滑油;
(2)压力机性能未熟悉时,不得擅自调整压力机;
(3)绝对禁止同时冲裁两层板料;
(4)发现工作不正常应立即停止工作,并及时检查.

连续模废料输送线工作后
(1)使飞轮和离合器脱开,切断电源,放出剩余空气;
(2)将压力机擦拭干净,工作台面涂防锈油;
(3)每次运行或维护之后做好记
连续模废料输送设计时,必须注意的事项
随着冲压技术的发展,连续模的使用已经较为普及,使用连续模可以很好的建立自动化冲压生产线,大大提高生产效率降低人工成本。不过冲压连续模设计时,要求精密、部件也更复杂,所以在设计时需要注意的问题要更多,这主要表现在以下几个方面:
1:冲孔废料不宜顶出
在连续模设计中,废料的排出和卷料送进一样重要,冲孔废料及时可靠地从模具内排出是保证连续模正常生产,发挥效率的基础。连续模冲压的冲孔废料的排出,不外乎采用两种方式,一种是下漏式,一种是顶出式。下漏式只是在凹模型孔上做出漏料孔,设计制造比较方便。漏下的废料从压力机的台盘孔中落下,工件从模面顶出,废料和工件排出路线比较清楚,这种方式比较适合冲孔废料较小、工件较大的冲压模。顶出式一般是冲孔废料较大,从模具内、压力机台盘孔漏下有困难,不得已采用顶出,将废料从模面排除。对于精冲模,冲孔的废料不能从凹模孔漏出,只能从模面顶出,若废料较小,可用压缩空气吹出。
2:多凸模冲压时,小凸模的长度不宜过大
对于多凸模冲压模具,可根据凸模尺寸大小做成不同高度的凸模,形成阶梯形布置,它可避免各凸模冲压力的最大值同时产生,可有效降低模具的冲压力。但要注意,对于阶梯凸模,为了保证凸模有足够的刚度,尺寸小的凸模应制造得短一些,大的做长一些,两者相差一个高度为板料厚度)。这样冲压时先冲大孔后冲小孔。否则,就会形成冲大孔时材料挤压小凸模,小凸模因刚性不足而折断。
3:连续模不宜无挡料、侧刃等定位装置
用连续模冲压工件,必须解决条料的准确定位问题,保证连续模的步距一致,才有可能冲出合格的制件。连续模中,常用的定位装置有固定挡料销、导正销、导板、侧刃等几种形式。冲压时,先用固定挡料销初步定位,落料时用装于凸模端面上的导正销保证条料的正确定位。侧刃是用以节制条料送进距离。侧刃长度等于送进距,只有用侧刃切去长度等于步距的料边后,条料才能送进到下一个步距位置。
4:连续模的导正销不宜过长
为了控制送料步距,连续模必须有较好的定位装置。常用的定位装置有导正销、初始挡料销、侧刃、导销等,其中导正销是连续模中应用较广的一种精密定位方法,它与检测传感器使用还可以报警停机,起保护凸模的作用,因此,在连续冲压模中经常使用。
在高精度的连续冲压模中,常用预先冲工艺孔,然后在各工步采用导正销对卷料导正的方法。这时,所用导正销的直径通常是4~6mm。必须注意导正销的长度不能过大,进入导正孔的长度也不能过大,否则会因刚性不足而折断。为此,连续冲压模的导正销不宜过长,一种解决方法是,将导正销固定在卸料板上,可大大缩短导正销的长度,导正销不易折断。
5:连续模中的侧刃位置不容忽视
侧刃定位可以准确控制步距,定位精度较高,但需要切去带料的一边或两边,形成废料,产生浪费。采用侧刃定距时,侧刃位置要适当,侧刃位置不正确,因为带料开始送进时,每一工位第一次都只冲半边孔,凹模型孔是单边工作,很容易发生刃口崩裂现象。
6:连续模中的侧刃形状不能忽视
连续模中的侧刃形状有三种:长方形平侧刃、L形侧刃和凹武侧刃。长方形平侧刃制造简单,但当刃口尖角磨损或侧刃与侧刃挡块不密合时,在条料被冲上的一边会产生毛刺,影响正常送料L形侧刃因条料与导板是点接触,同样会影响送料,只有采用凹式切口,冲压时产生的毛刺在条料侧边凹进处,因此不会影响送料,但增加了侧刃的制造难度。
